Electrification continues at BMW Group Plant Leipzig: Four months after launching production of the combustion-engined MINI Countryman, the all-electric version is now rolling off the lines at Leipzig as well. After phasing out production of the BMW i3, the birthplace of electric mobility at the BMW Group has welcomed another fully electric car to its range. It now manufactures four models with three drive types by two brands, all on a single production line: the BMW 1 Series, the BMW 2 Series Active Tourer (including the plug-in hybrid version), the BMW 2 Series Gran Coupe and the MINI Countryman in both its fully electric and combustion-powered versions.

The MINI Countryman Electric represents a major step in the MINI brand’s transition to full electrification by 2030 and combines an electrified go-kart feel with zero local emissions mobility. It comes in two fully electric variants: the Countryman E (150 kW, 204 hp | electricity consumption 17.4 – 15.7 kWh/100 km | CO2 emissions 0 g/km) and the more powerful all-wheel Countryman SE ALL4 (230 kW, 313 hp | electricity consumption 18.5 – 16.8 kWh/100 km | CO2 emissions 0 g/km).
Consistent plant upgrades and flexible production system
To enable production of up to 350,000 units a year – 100,000 more than previously – Plant Leipzig has been continuously upgraded since 2018, with extensive additions and upgrades to the bodyshop, paintshop, assembly and logistics. “Our cars and components are very much in demand. In recent years the BMW Group has invested around 1.6 billion euros in the Leipzig site to produce additional vehicles and electric components, and now we’re increasing vehicle volumes too – which is great news for our plant,” said Petra Peterhänsel, Plant Director.


The main driver behind the volume increase is the MINI Countryman. During the course of 2024, output will rise to almost 500 units a day – on top of the 800 or so BMW vehicles the plant is producing. What’s more, thanks to its flexible production system, Plant Leipzig is in a position to respond quickly to customer demand, for example by increasing the share of fully electric vehicles.
Flexible assembly structures also meant the MINI Countryman Electric could be integrated seamlessly into production. The situation is similar with the different drive units, which are all produced on one and the same line in aggregate assembly and prepared for what’s known as “marriage” with the body. The e-drives, transmissions and control electronics (collectively known as the highly integrated electric drive topology, or HEAT) for the two all-electric models are connected directly in the plant. A new production line was required only for the control electronics.
More staff and nightshifts for increased production volume
Higher production volume means secure employment and up to 900 additional employees in vehicle production alone. By the end of 2024, Plant Leipzig will employ around 7,000 BMW staff. Working hours will need to be adjusted in all technologies, with nightshifts in assembly starting for the first time in September of this year and cars being produced round the clock in three shifts.

“Plant Leipzig first went on stream in 2005 with about 2,600 employees in production. 19 years later there are over 7,000. Over the years, the plant has grown steadily and considerably. The start of nightshifts in assembly represents another important milestone in the success story of our plant and is a clear show of confidence by our company in our site here in Leipzig,” emphasised Works Council Chairman Jens Köhler.
Made at Plant Leipzig: high-voltage batteries for the MINI Countryman Electric
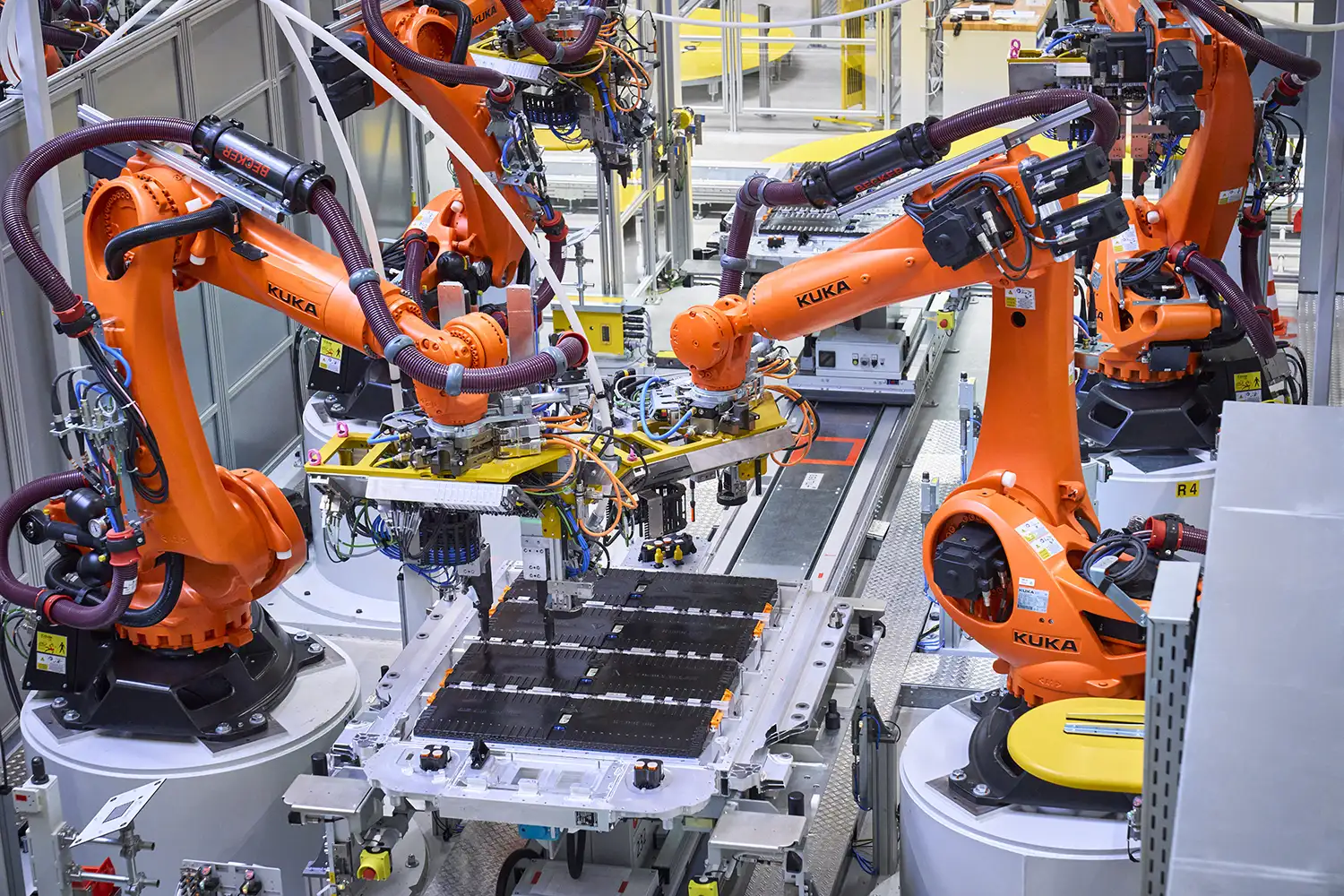
With the production launch of the MINI Countryman Electric, all three stages of the Gen 5 high-voltage battery production process are now represented at BMW Group Plant Leipzig: cell coating, module production and battery assembly. Operations in all three are currently ramping up, with five cell-coating, three module-production and two high-voltage battery-production lines now in place.
“We are in the middle of the transformation to e-mobility,” said Markus Fallböhmer, Head of Battery Production at the BMW Group. “Starting this year, Plant Leipzig will carry out every stage of our in-house high-voltage battery production process. It’s our next great step forwards.”

Plant Leipzig’s e-component production capacity has been increasing since 2021. It will now manufacture not just the high-voltage batteries for the MINI Countryman Electric but also e-components for the BMW iX1, BMW iX2, BMW i4, BMW i5 and BMW iX made at other sites. The e-component production unit at Leipzig currently employs some 1,000 people.
To enable production of high-voltage batteries, spaces previously used for the BMW i3 and BMW i8 have been converted and new buildings added. One of them is a new hall with a footprint of about 61,000 m2. This houses two lines capable of producing up to 300,000 high-voltage batteries a year. The BMW Group has invested over 900 million euros in e-component production at Plant Leipzig to date.
Resource-saving painting processes
At launch, the fully electric MINI Countryman comes in three additional body colours: British Racing Green, Chili Red and Blazing Blue – and with MINI’s trademark contrast roof, if desired. This is painted using a new overspray-free method that saves resources and is currently being readied for series operation. The term “overspray” refers to the mist of excess paint particles that forms when bodies are painted the conventional way. With the new technique, this mist no longer occurs. This makes it easier to paint in multiple colours as the laborious process of masking is no longer required. Overspray-free painting also helps save CO2 emissions, as exhaust from the cabin requires less cleansing. In addition, it requires considerably less conditioned air, i.e. air that is brought to the exact temperature and humidity required for painting. As a result, less energy is needed to temper air and treat exhaust.

The burner technology used to dry the paint on contrast roofs was also converted for the start of MINI Countryman production and now consists of a bivalent system. The fuel-flexible burners can run on hydrogen (H2) as well as gas (methane, CH4) and even switch between the two while in operation. Five such bivalent hydrogen-capable burners are used to produce the contrast roofs for the MINI Countryman.
Further burners in the paintshop will also gradually switch to bivalent operations, with the next six hydrogen-capable burners just installed. This makes Leipzig a pioneer in the automotive industry and takes it ever closer to lower CO2 emissions. “Our vision at Plant Leipzig is to decarbonise production as far as possible by replacing fossil fuels with green hydrogen,” said Petra Peterhänsel, explaining the long-term focus of the facility. This will require sufficient green hydrogen from a grid. A regional hydrogen grid is currently in planning, with Plant Leipzig set to benefit.
CO2 EMISSIONS & CONSUMPTION.
MINI Countryman E
Electricity consumption combined: 17,4 – 15,7 kWh/100 km according to WLTP
CO2 emissions combined according to WLTP: 0 g/km
CO2 Class: A
Electric range according to WLTP: 462 – 423 km
MINI Countryman SE ALL4
Electricity consumption combined: 18,5 – 16,8 kWh/100 km according to WLTP
CO2 emissions combined according to WLTP: 0 g/km
CO2 Class: A
Electric range according to WLTP: 432 – 399 km